Методы неразрушающего контроля для контроля качества литья, часть 1

Устойчивость литейных заводов: как литейная промышленность становится зеленой II
2025-05-06
Методы неразрушающего контроля качества литья, часть 2
2025-05-20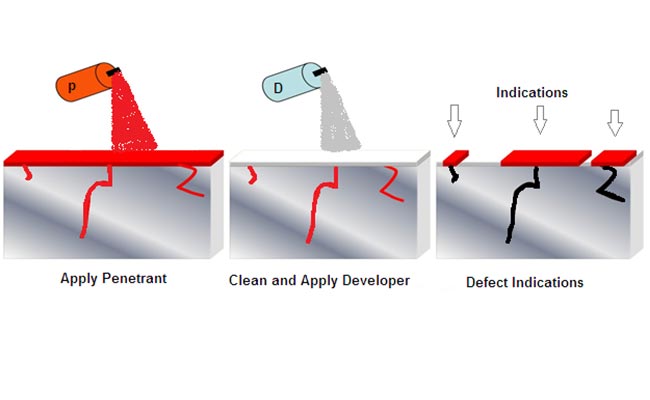
Неразрушающий контроль (НК) играет решающую роль в обеспечении качества, целостности и безопасности литых изделий без их повреждения. Литейные заводы используют методы НК для выявления таких дефектов, как пористость, трещины, включения и пустоты, гарантируя, что отливки соответствуют строгим стандартам качества. Ниже приведен обзор наиболее часто используемых методов НК для контроля качества литья:
1. Визуальный осмотр (ВО)
Цель: Выявление поверхностных дефектов, таких как трещины, несоответствие форм, усадка или неполное заполнение.
Процесс: Использует невооруженный глаз, увеличительные приборы или камеры для осмотра поверхностей литья.
Преимущества:
Простой и недорогой.
Требует минимального оборудования.
Ограничения: Не может обнаружить внутренние или подповерхностные дефекты.
2. Капиллярный контроль (LPT/DPT)
Цель: Обнаруживает дефекты, нарушающие поверхность, такие как трещины, швы и пористость.
Процесс: Жидкий краситель наносится на поверхность, проникает в дефекты, затем удаляется. Проявитель наносится для выделения любого захваченного красителя, выявляя дефекты.
Преимущества:
Легко наносится на сложные формы.
Высокая чувствительность к мелким дефектам.
Ограничения:
Ограничено обнаружением только поверхностных дефектов.
Подготовка поверхности имеет важное значение для точности.
3. Магнитопорошковый контроль (MPT)
Цель: Выявляет поверхностные и приповерхностные дефекты в ферромагнитных материалах.
Процесс: В отливке индуцируются магнитные поля. Если дефект нарушает поле, магнитные частицы, нанесенные на поверхность, группируются вокруг него.
Преимущества:
Быстро и эффективно для черных металлов.
Выявляет как поверхностные, так и слегка подповерхностные дефекты.
Ограничения:
Ограничено ферромагнитными материалами.
Не эффективен для обнаружения более глубоких дефектов.
4. Радиографический контроль (RT)
Цель: обнаруживает внутренние дефекты, такие как пустоты, включения и трещины.
Процесс: рентгеновские лучи или гамма-лучи пропускаются через отливку, а интенсивность прошедшего излучения регистрируется на пленке или цифровом датчике.
Преимущества:
Высокая точность выявления внутренних дефектов.
Постоянные записи проверок (пленки).
Ограничения:
Высокая начальная стоимость оборудования.
Требуются обученные операторы и строгие меры безопасности при обращении с излучением.
5. Ультразвуковой контроль (UT)
Цель: оценивает как поверхностные, так и подповерхностные дефекты путем анализа звуковых волн.
Процесс: высокочастотные звуковые волны передаются в отливку. Дефекты отражают эти волны обратно, создавая сигналы, интерпретируемые устройством.
Преимущества:
Можно обнаруживать дефекты на значительной глубине.
Подходит для широкого спектра материалов.
Ограничения:
Сложная геометрия может повлиять на точность.
Требуются опытные специалисты для интерпретации результатов.