Распространенные дефекты литья: пористость, усадка и многое другое. Часть вторая

Распространенные дефекты литья: пористость, усадка и многое другое. Часть первая
2025-06-16
Соответствие стандартам ISO: почему сертификация важна в литье металла, часть первая
2025-06-30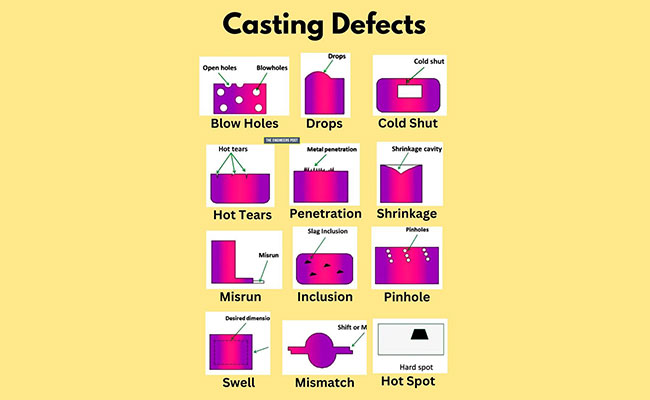
5. Неправильный запуск
Неправильный запуск происходит, когда расплавленный металл затвердевает до того, как заполнит всю полость формы. Это оставляет неполную или частично заполненную отливку, что может быть серьезным дефектом, особенно для деталей, требующих точных размеров и структуры.
Причины: Неправильный запуск происходит, когда расплавленный металл не обладает достаточной текучестью, чтобы полностью заполнить форму. Это часто происходит из-за низких температур заливки, недостаточного объема металла или плохой конструкции формы.
Решение: Чтобы избежать неправильного запуска, важно обеспечить заливку расплавленного металла при надлежащей температуре и надлежащую конструкцию формы для обеспечения плавного, непрерывного потока металла. Использование стояков и оптимизация литниковой системы могут помочь предотвратить неправильный запуск.
6. Включение песка
Включение песка происходит, когда песок из формы попадает в конечный литой продукт. Этот дефект может ослабить отливку и повлиять на качество поверхности, делая ее непригодной для некоторых применений.
Причины: включение песка обычно происходит из-за разрушения песчаной формы во время литья. Когда расплавленный металл вступает в контакт с песчаным стержнем формы, это может привести к отрыву кусков песка и их попаданию в окончательную отливку.
Решение: обеспечение надлежащей закалки и армирования формы может предотвратить включение песка. Кроме того, использование правильной смеси песка и тщательный контроль процесса заливки могут свести к минимуму этот дефект.
7. Пузыри
Пузыри похожи на пористость, но возникают, когда газ попадает под поверхность отливки. Они обычно больше и могут значительно ослабить отливку.
Причины: Пузыри могут быть вызваны захваченными газами из металла, формы или материала стержня, часто из-за плохой вентиляции или проницаемости формы. Другим способствующим фактором является использование неподходящих материалов, которые выделяют газы при воздействии расплавленного металла.
Решение: улучшение вентиляции в форме и обеспечение использования высококачественных металлических сплавов с низким газовыделением могут помочь предотвратить образование пузырей. Кроме того, обеспечение хорошей подготовки материала формы и отсутствие влаги может снизить газообразование.
Заключение
Дефекты литья, такие как пористость, усадка, холодные затворы и другие, являются распространенными проблемами при литье металлов, которые могут повлиять на качество и производительность продукции. Понимая причины этих дефектов и внедряя правильные решения, такие как оптимизация конструкции формы, контроль температуры заливки и улучшение качества материала, производители могут сократить количество дефектов, повысить выход годного и производить высококачественные литые компоненты. Постоянный мониторинг, контроль качества и достижения в технологии литья продолжают помогать преодолевать эти проблемы, обеспечивая надежность и долговечность литых деталей в различных отраслях промышленности.