Casting Defect Definitions
Regular Gas Blow:
Smooth, very round, bowl shaped
Bottom can be seen with the eye
Size and depth are easy to determine
Usually a singular defect
Irregular Gas Blow:
Bottom can be seen with the eye
Depth is easy to determine
Typically, multiple defects within a small area

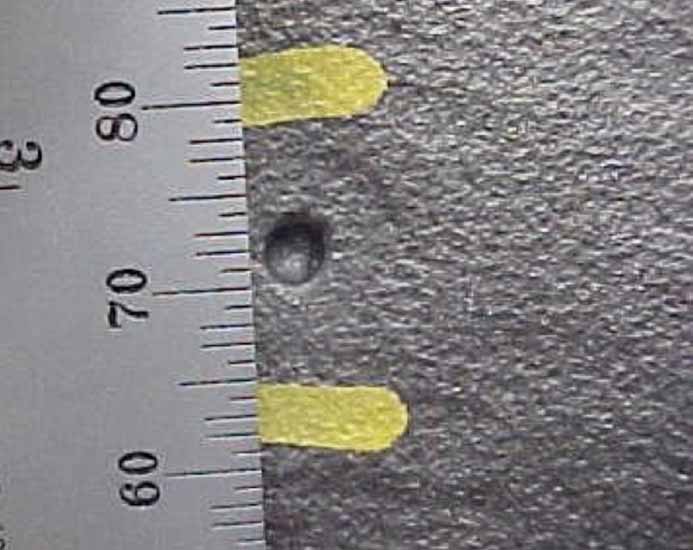
Pin Hole :
Smooth, very round, ‘black’ hole
Bottom of can NOT be seen with the eye
Size and depth are easy to determine

Inclusion - Slag:
Irregular shaped
Approximate 50/50 ratio of porosity and clean machined surface
Defect area is usually larger than 5x5mm and can be as large as 10x10mm
Needs to be analyzed by a trained metallurgist

Sand Inclusion:
Irregular shaped
Jagged edges
Loose material can be easily removed
Exact size and depth difficult to determine

Handling Damage:
Occurs after the casting has reached the solid state
Usually accompanied by physical markings

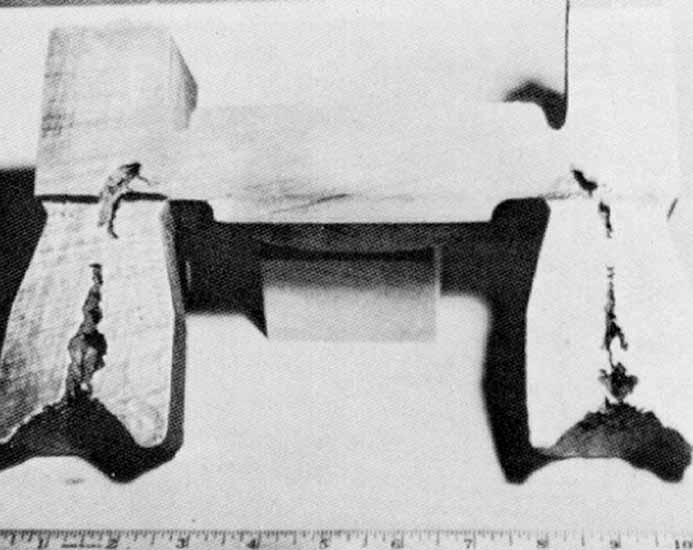
Hot Tears:
Occurs when a tear or crack occurs before the metal has reached a solidified state
Includes an oxide film in the tear region
Often in areas of section size transition
Needs to be analyzed by a trained metallurgist

Salt & Pepper Porosity :
Widely dispersed, very small porosity visible on machined surfaces
Common in aluminum alloys (hydrogen gas porosity)
Typically not interconnected (will not form a leak path)
Fins or Veining :
Occurs when cores crack from handling or in the mold
May block internal passages
Typically adhere strongly to the casting, but may be broken off

Shrink Porosity:
Occurs when thin and thick geometries intersect and uneven cooling occurs
Other Defects:
Dimensional defect
• Occurs when the physical dimensions of the casting do not meet the specifications
Material properties
• The chemical properties do not meet the specifications
• The mechanical properties (tensile strength) do not meet the specifications
• Microstructural formations
• When the molecules do not form the proper microstructure
Burned-in sand
• Sand adheres firmly to the surface of the casting
• Most common in ferrous metals (iron, steel) and in pockets, corners or small passages
Cleanliness defects
• Occurs when sand is not sufficiently cleaned from the casting



