Why Do Castings Fail? Understanding and Preventing Common Defects

The Unseen Architecture: How Grain Structure Defines Strength in Cast vs. Forged Parts(CONT.)
2026-05-26
Why Do Castings Fail?
2026-06-09Castings are integral to countless industries, forming the backbone of everything from automotive engines to intricate art pieces. When executed correctly, they deliver complex shapes with excellent material properties. However, if proper controls aren’t in place, castings can be susceptible to a range of defects that compromise their strength, integrity, and performance.
At our factory, we don’t just pour metal; we engineer reliability. Understanding the “why” behind casting failures allows us to implement stringent measures to prevent them. Let’s explore some of the most common casting defects and how our expertise tackles them head-on.
1. Porosity: The Hidden Voids
Porosity refers to small voids or holes within the casting. These can significantly reduce a part’s load-bearing capacity and leak-tightness. Porosity primarily occurs due to two main reasons:
Gas Porosity: Gases dissolved in the molten metal (like hydrogen from moisture or nitrogen from the atmosphere) can become insoluble as the metal cools and solidifies. These trapped gas bubbles form spherical voids.
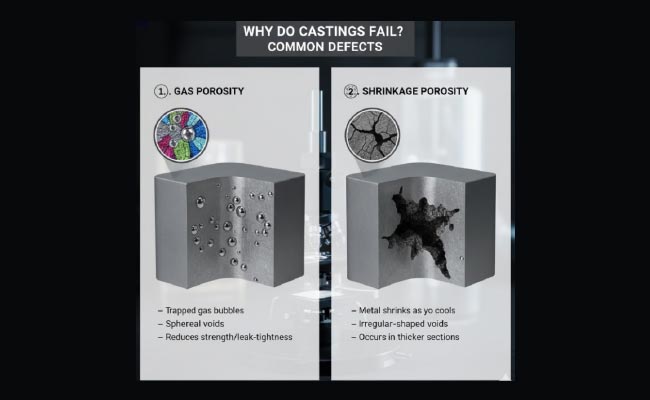
Shrinkage Porosity: All metals shrink as they solidify. If there isn’t enough molten metal to fill the space created by this contraction, irregular-shaped voids can form, typically in thicker sections that cool last.
How We Prevent Porosity:
Degassing: We employ methods like fluxing, vacuum degassing, or inert gas purging (e.g., argon or nitrogen) to remove dissolved gases from the molten metal before pouring.
Proper Gating and Risering Design: Our engineering team uses advanced simulation software to design optimal gating systems (channels for molten metal) and risers (reservoirs of molten metal). Risers are strategically placed to feed molten metal into the solidifying casting, compensating for shrinkage and ensuring a dense, solid part.
2. Misruns & Cold Shuts: Incomplete Fills
These defects occur when the molten metal doesn’t completely fill the mold cavity or when two streams of metal flow together but don’t properly fuse.
Misrun: The casting is incomplete, often due to insufficient metal temperature, slow pouring, or thin sections in the mold that the metal cannot reach before solidifying.

Cold Shut: Occurs when two streams of metal flow into the mold from different directions, but their surfaces are too cold to merge completely, leaving a visible seam or crack-like discontinuity. This creates a weak point.
How We Prevent Misruns and Cold Shuts:
Temperature Control: We precisely control the pouring temperature to ensure the metal remains sufficiently fluid throughout the filling process.
Optimized Gating: Our gating designs promote rapid and uniform filling of the mold cavity, preventing premature cooling and ensuring metal streams merge smoothly.
Mold Venting: Proper venting allows gases within the mold to escape efficiently, preventing back pressure that can hinder metal flow.